

劃線平板的表面磨削方法
本文導(dǎo)讀:
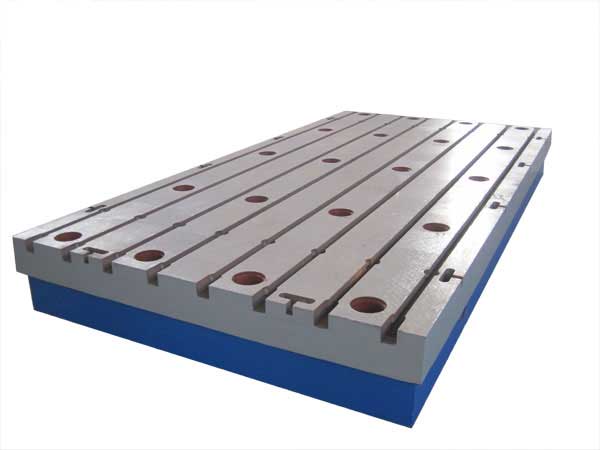



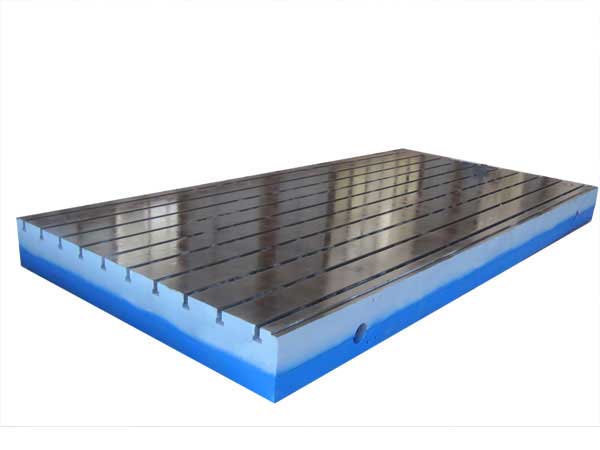


劃線平板的表面需要很平整,精度在3級以上,改進劃線平板的表面加工工藝。用磨削代替刮研進行精加工。工藝路線為:粗刨一精刨一時效一粗磨一半精磨一精磨。
按常規(guī)磨削鑄鐵應(yīng)選用碳化硅砂輪,但因碳化硅本身質(zhì)脆,易崩碎顆粒成針狀,修整時難以形成等高微刃,磨削時會使切削力增加,難以達到低的粗糙度,而剛玉類砂輪具有較高的機械強度,顆粒不易碎裂,易形成等高微刃,因此在平尺磨削中我們選用了白剛玉砂輪。
砂輪的硬度選用K級。太硬則自銳性差,磨粒鈍化后不易脫落,繼續(xù)磨削就會增加磨削力和磨削熱,使表面粗糙度變大,零件變形增加,太軟且常會出現(xiàn)磨削不均勻等現(xiàn)象。砂輪的粒度粗磨時選 40#,以提高效率,精磨時選80#,以保證其表面精度要求。
按常規(guī)磨削鑄鐵應(yīng)選用碳化硅砂輪,但因碳化硅本身質(zhì)脆,易崩碎顆粒成針狀,修整時難以形成等高微刃,磨削時會使切削力增加,難以達到低的粗糙度,而剛玉類砂輪具有較高的機械強度,顆粒不易碎裂,易形成等高微刃,因此在平尺磨削中我們選用了白剛玉砂輪。
砂輪的硬度選用K級。太硬則自銳性差,磨粒鈍化后不易脫落,繼續(xù)磨削就會增加磨削力和磨削熱,使表面粗糙度變大,零件變形增加,太軟且常會出現(xiàn)磨削不均勻等現(xiàn)象。砂輪的粒度粗磨時選 40#,以提高效率,精磨時選80#,以保證其表面精度要求。